预埋件钢筋埋弧螺柱焊施工要求有哪些?
1 预埋件钢筋埋弧螺柱焊设备应包括:埋弧螺柱焊机、焊枪、焊接电缆、控制电缆和钢筋夹头等。
2 埋弧螺柱焊机由晶闸管整流器和调节-控制系统组成,有多种型号,在生产中,应根据钢筋直径选用,见表4.9.2。
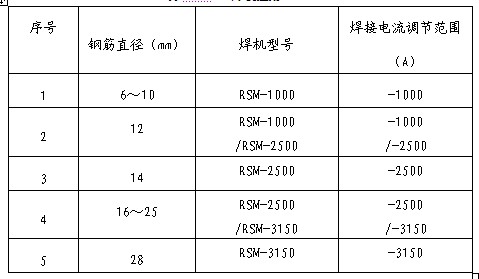
焊机选用
3 埋弧螺柱焊焊枪有电磁提升式和电机拖动式两种,生产中,应根据钢筋直径和长度,选用合适的焊枪。
4 预埋件钢筋埋弧螺柱焊工艺应符合下列要求。
1 将预埋件钢板放平,在钢板的最远处对称点,用两根接地电缆的一端与螺柱焊机电源的正极(+)连接,另一端连接接地钳,与钢板接触紧密、牢固。
2 将钢筋推入焊枪的夹持钳内,顶紧于钢板,在焊剂挡圈内注满焊剂。
3 选择合适的焊接参数,主要有:焊接电流和焊接通电时间,均在焊机上设定;钢筋伸出长度、钢筋提升量,在焊枪上设定。参数见表4.9.4。

埋弧螺柱焊焊接参数
4拨动焊枪上按钮开,接通电源,钢筋上提,引燃电弧。
5 经设定燃弧时间,钢筋插入熔池,自动断电;
6 停息数秒钟,打掉渣壳,焊接完成。
电磁铁提升式钢筋埋弧螺柱焊工艺过程见图4.9.4。
