钢筋电弧焊施工要求有哪些?
4.5.1 钢筋电弧焊应包括焊条电弧焊和CO2气体保护电弧焊二种工艺方法。
二氧化碳气体保护电弧焊设备应由焊接电源、送丝系统、焊枪、供气系统、控制电路等5部分组成。
4.5.2钢筋二氧化碳气体保护电弧焊时,主要的焊接工艺参数如下:
1 焊接电流;
2 极性;
3 电弧电压(弧长);
4 焊接速度;
5 焊丝伸出长度(干伸长);
6 焊枪角度;
7 焊接位置;
8 焊丝尺寸;
施焊时,应根据焊机性能,焊接接头形状、焊接位置,选用正确焊接工艺参数。
4.5.3钢筋电弧焊包括帮条焊、搭接焊、坡口焊、窄间隙焊和熔槽帮条焊5 种接头型式。焊接时,应符合下列要求:
1 应根据钢筋牌号、直径、接头型式和焊接位置,选择焊接材料,确定焊接工艺和焊接参数;
2 焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;
3 焊接地线与钢筋应接触良好;
4 焊接过程中应及时清渣,焊缝表面应光滑, 焊缝余高应平缓过渡,弧坑应填满;
4.5.4 帮条焊时,宜采用双面焊(图4.5.4-a);当不能进行双面焊时,方可采用单面焊(图4.5.4-b),帮条长度应符合表4.5.4 的规定。当帮条牌号与主筋相同时,帮条直径可与主筋相同或小一个规格;当帮条直径与主筋相同时,帮条牌号可与主筋相同或低一个牌号。
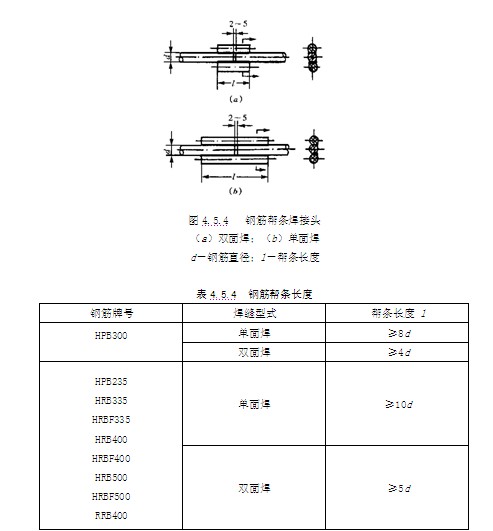
钢筋帮条焊接头
4.5.5搭接焊时,宜采用双面焊(图4.5.5-a)。当不能进行双面焊时,方可采用单面焊(图4.5.3-b)。搭接长度可与本规程表4.5.4 帮条长度相同。
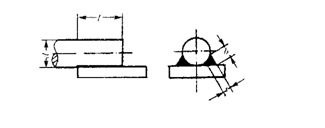
4.5.6帮条焊接头或搭接焊接头的焊缝厚度 s 不应小于主筋直径的0.3 倍;焊缝宽度 b 不应小于主筋直径的0.8 倍(图4.5.6)。
注:焊缝厚度S很重要,当需要时,截切试件断面,经磨光、腐蚀后,才能测出; 以下有关条文规定均同。
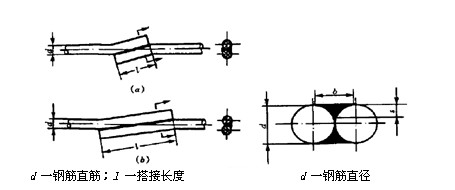
钢筋直筋
4.5.7帮条焊或搭接焊时,钢筋的装配和焊接应符合下列要求:
1 帮条焊时,两主筋端面的间隙应为2~5mm;
2 搭接焊时,焊接端钢筋应预弯,并应使两钢筋的轴线在同一直线上;
3 帮条焊时,帮条与主筋之间应用四点定位焊固定;搭接焊时,应用两点固定;定位焊缝与帮条端部或搭接端部的距离宜大于或等于20mm;
4 焊接时,应在帮条焊或搭接焊形成焊缝中引弧;在端头收弧前应填满弧坑,并应使主焊缝与定位焊缝的始端和终端熔合。
8熔槽帮条焊适用于直径20mm及以上钢筋的现场安装焊接。焊接时应加角钢作垫板模。接头形式(图4.5.8)、角钢尺寸和焊接工艺应符合下列要求:
1 角钢边长宜为40~60mm;
2 钢筋端头应加工平整;
3 从接缝处垫板引弧后应连续施焊,并应使钢筋端部熔合,防止未焊透、气孔或夹渣;
4 焊接过程中应停焊清渣1 次;焊平后,再进行焊缝余高的焊接,其高度为2~4mm;
5 钢筋与角钢垫板之间,应加焊侧面焊缝1~3 层,焊缝应饱满,表面应平整。
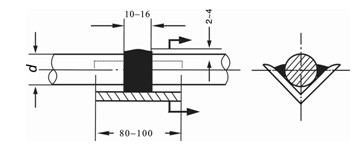
钢筋熔槽帮条焊接头
4.5.9 窄间隙焊适用于直径16mm及以上钢筋的现场水平连接。焊接时,钢筋端部应置于铜模中,并应留出一定间隙,连续焊接,熔化钢筋端面和使熔敷金属填充间隙形成接头(图4.5.9);其焊接工艺应符合下列要求:
1 钢筋端面应平整;
2宜选用低氢焊接材料,可参照表3.0.3选用;
3 从焊缝根部引弧后应连续进行焊接,左右来回运弧, 图4.5.9 钢筋窄间隙焊接头
在钢筋端面处电弧应少许停留,并使熔合;
4 当焊至端面间隙的4/5 高度后,焊缝逐渐扩宽;当熔池过大时,应改连续焊为断续焊,避免过热;
5 焊缝余高应为2~4mm,且应平缓过渡至钢筋表面。
4.5.10预埋件钢筋电弧焊T 形接头可分为角焊和穿孔塞焊两种(图4.5.10),装配和焊接时,应符合下列要求:
1 当采用HBB235、HPB300 钢筋时,角焊缝焊脚尺寸(k)不得小于钢筋直径的0.5 倍;采用其他牌号钢筋时,焊脚尺寸(k)不得小于钢筋直径的0.6 倍;
2 施焊中,不得使钢筋咬边和烧伤。
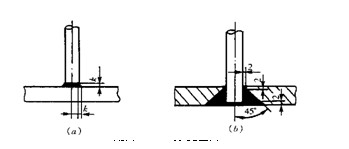
焊脚尺寸
4.5.11钢筋与钢板搭接焊时,焊接接头(图4.5.11)应符合下列要求:
1 HPB235、HPB300 钢筋的搭接长度(l)不得小于4 倍钢筋直径,其他牌号钢筋搭接长度(l)不得小于5 倍钢筋直径;
2 焊缝宽度不得小于钢筋直径的0.6 倍,焊缝厚度不得小于钢筋直径的0.35倍