钢筋电渣压力焊焊接工艺与参数有哪些?
1.焊接工艺
施焊前,焊接夹具的上、下钳口应夹紧在上、下钢筋上;钢筋一经夹紧,不得晃动。
电渣压力焊的工艺过程包括:引弧、电弧、电渣和顶压过程(图9-92)。
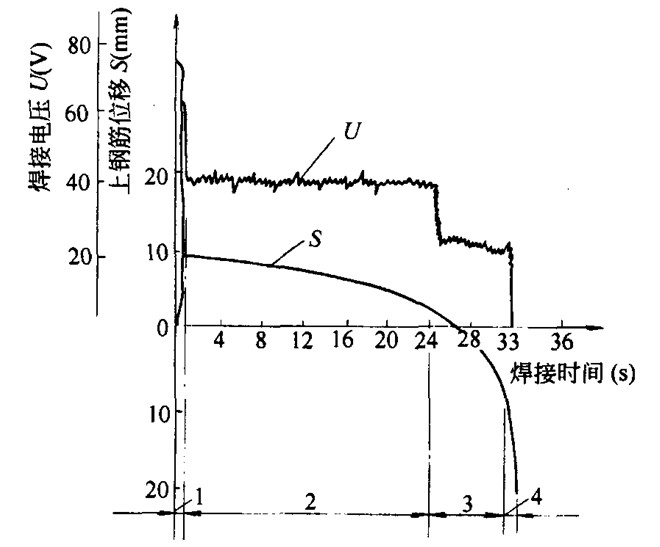
图9-92 钢筋电渣压力焊工艺过程图解(28钢筋)
1-引弧过程;2-电弧过程;3-电渣过程;4-顶压过程
(1)引弧过程:宜采用铁丝圈引弧法,也可采用直接引弧法。
铁丝圈引弧法是将铁丝圈放在上、下钢筋端头之间,高约10mm,电流通过铁丝圈与上、下钢筋端面的接触点形成短路引弧。
直接引弧法是在通电后迅速将上钢筋提起,使两端头之间的距离为2~4mm引弧。当钢筋端头夹杂不导电物质或过于平滑造成引弧困难时,可以多次把上钢筋移下与下钢筋短接后再提起,达到引弧目的。
(2)电弧过程:靠电弧的高温作用,将钢筋端头的凸出部分不断烧化;同时将接口周围的焊剂充分熔化,形成一定深度的渣池。
(3)电渣过程:渣池形成一定深度后,将上钢筋缓缓插入渣池中,此时电弧熄灭,进入电渣过程。由于电流直接通过渣池,产生大量的电阻热,使渣池温度升到近2000℃,将钢筋端头迅速而均匀熔化。
(4)顶压过程:当钢筋端头达到全截面熔化时,迅速将上钢筋向下顶压,将熔化的金属、熔渣及氧化物等杂质全部挤出结合面,同时切断电源,焊接即告结束。
接头焊毕,应停歇后,方可回收焊剂和卸下焊接夹具,并敲去渣壳;四周焊包应均匀,凸出钢筋表面的高度应大于或等于4mm。
2.焊接参数
电渣压力焊的焊接参数主要包括:焊接电流、焊接电压和焊接时间等,见表9-50。
电渣压力焊焊接参数 表9-50
钢筋直径
(mm)
焊接电流
(A)
焊接电压(V)
焊接通电时间(s)
电弧过程
u2.1
电渣过程
u2.2
电弧过程
t1
电渣过程
t2
14
200~220
35~45
22~27
12
3
16
200~250
14
4
18
250~300
15
5
20
300~350
17
5
22
350~400
18
6
25
400~450
21
28
500~550
24
6
32
600~650
27
6
36
700~750
30
7
40
850~900
33
8