钢筋电渣压力焊焊接设备与焊剂是什么?
电渣压力焊的焊接设备包括:焊接电流、焊接机头、控制箱、焊剂填装盒等,见图9-89。
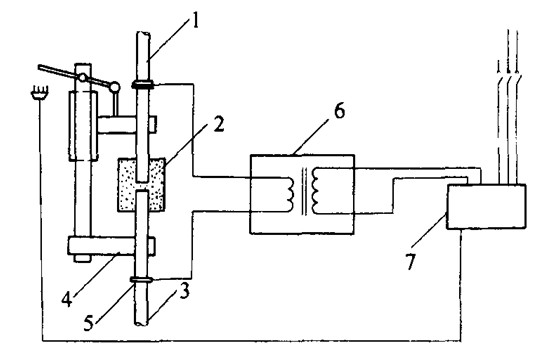
图9-89 钢筋电渣压力焊设备示意图
1-上钢筋;2-焊剂盒;3-下钢筋;4-焊接机头;5-焊钳;6-焊接电源;7-控制箱
1.焊接电源
竖向钢筋电渣压力焊的电源,可采用一般的BX3-500型与BX2-1000型交流弧焊机,也可采用JSD-600型与JSD-1000型专用电源,见表9-49。
竖向钢筋电渣压力焊电源性能 表9-49
项目
单位
JSD600
JSD1000
电源电压
V
380
380
相数
相
1
1
输入容量
kVA
45
76
空载电压
V
80
78
负载持续率
%
60
35
60
35
初级电流
A
116
196
次级电流
A
600
750
1000
1200
次级电压
V
22~45
22~45
焊接钢筋直径
mm
14~32
22~40
一台焊接电源可供数个焊接机头交替用电,电缆线与机头的连接采用插接式,以获得较高的生产效率。空载电压应较高(75V),以利引弧。
2.焊接机头
焊接机头有杠杆单柱式、丝杆传动双柱式等。
(1)LDZ型杠杆单柱焊接机头(图9-90)由单导柱、夹具、手柄、监控仪表、操作把等组成。下夹具固定在钢筋上,上夹具利用手动杠杆可沿单柱上、下滑动,以控制上钢筋的运动和位置。
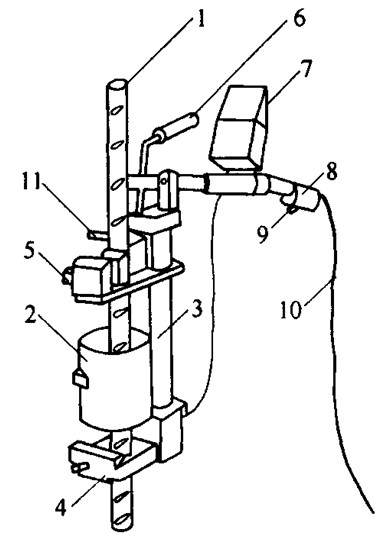
图9-90 杠杆式单柱焊接机头
1-钢筋;2-焊剂盒;3-单导柱;4-固定夹头;5-活动夹头;6-手柄;
7-监控仪表;8-操作把;9-开关;10-控制电缆;11-电缆插座
(2)MH型丝杆传动式双柱焊接机头(图9-91)由伞形齿轮箱、手柄、升降丝杆、夹具、夹紧装置、双导柱等组成。上夹具在双导柱上滑动,利用丝杆螺母的自锁特性使上钢筋易定位;夹具定位精度高,卡住钢筋后无需调整对中度。
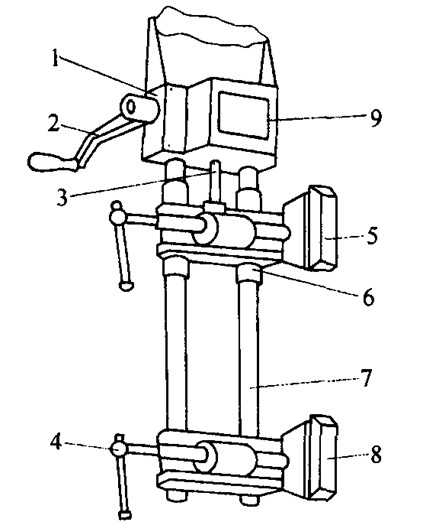
图9-91 丝杆传动式双柱焊接机头
1-伞形齿轮箱;2-手柄;3-升降丝杆;4-夹紧装置;
5-上夹头;6-导管;7-双导柱;8-下夹头;9-操作盒
YJ型焊接机头,利用梯形螺纹传动和单柱导向,也取得良好的效果。
上述各类焊接机头,可采用手控与自控相结合的半自动化操作方式。
3.焊剂盒与焊剂
焊剂盒呈圆形,由两半圆形铁皮组成,内径为80~100mm,与所焊钢筋的直径相适应。
焊剂盒宜与焊接机头分开。当焊接完成后,先拆机头,待焊接接头保温一段时间后再拆焊剂盒。特别是在环境温度较低时,可避免发生冷淬现象。
焊剂宜采用HJ431型。该焊剂含有高锰、高硅与低氟成分,其作用除起隔绝、保温及稳定电弧作用外,在焊接过程中还起补充熔渣、脱氧及添加合金元素作用,使焊缝金属合金化。
焊剂使用前必须在250℃温度烘烤2h,以保证焊剂容易熔化,形成渣池。