建筑工程钢筋气压焊焊接工艺有哪些?
1.焊前准备
(1)钢筋下料要用砂轮锯,不得使用切断机,以免钢筋端头呈马蹄形而无法压接。
(2)钢筋端面在施焊前,要用角向磨光机打磨见新。边棱要适当倒角,端面要平,不准有凹凸及中洼现象。钢筋端面基本上要与轴线垂直。接缝与轴线的夹角不得小于70;两钢筋对接面间隙不得超过3mm。
(3)钢筋端面附近50~100mm范围内的铁锈、油污、水泥浆等杂物必须清除干净。
(4)两根被连接的钢筋用钢筋卡具对正夹紧。
2.施焊要点
钢筋气压焊的工艺过程包括:顶压、加热与压接过程。气压焊时,应根据钢筋直径和焊接设备等具体条件选用等压法、二次加压法或三次加压法焊接工艺。图9-94示出常用的三次加压工艺过程(以25钢筋为例)。
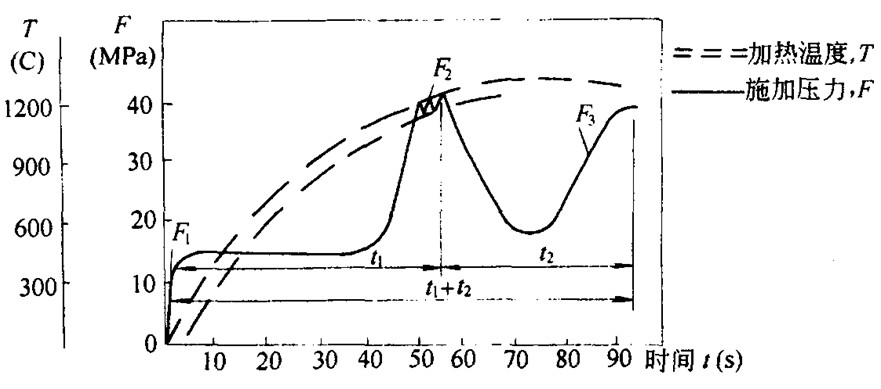
图9-94 三次加压法焊接工艺过程图解
t1-碳化焰对准钢筋接缝处集中加热; F1-一次加压,预压;
t2-中性焰往复宽幅加热; F2-二次加压,接缝密合;
t1+t2-根据钢筋直径和火焰热功率而定; F3-三次加压,镦粗成形
(1)两钢筋安装后,预压顶紧。预压力宜为10MPa,钢筋之间的局部缝隙不得大于3mm。
(2)钢筋加热初期应采用碳化焰(还原焰),对准两钢筋接缝处集中加热,并使其淡白色羽状内焰包住缝隙或伸入缝隙内,并始终不离开接缝,以防止压焊面产生氧化。待接缝处钢筋红黄,随即对钢筋加第二次加压,直至焊口缝隙完全闭合。应注意:碳化焰若呈黄色,说明乙炔过多,必须适当减少乙炔量,不得使用碳化焰外焰加热,严禁用气化过剩的氧化焰加热。
(3)在确认两钢筋的缝隙完全粘合后,应改用中性焰,在压焊面中心1~2倍钢筋直径的长度范围内,均匀摆动往反加热。摆幅由小到大,摆速逐渐加大,使其达到压接温度(1150~1300℃)。
(4)当钢筋表面变成炽白色,氧化物变成芝麻粒大小的灰白色球状物,继而聚集成泡沫状并开始随加热器的摆动方向移动时,则可边加热边第三次加压,先慢后快,达到30 ~40MPa,使接缝处隆起的直径为1.4~1.6倍母材直径、变形长度为母材直径1.2~1.5倍的鼓包。
在合理选用火焰的基础上,气压焊接时间:对直径16~25mm的钢筋为1~2min,对直径28~32mm的钢筋为2~3min,对直径36~40min的钢筋为3~4min。火口前端距钢筋表面25~30mm。
(5)压接后,当钢筋火红消失,即温度为600~650℃时,才能解除压接器上的卡具。
(6)在加热过程中,如果火焰突然中断,发生在钢筋接缝已完全闭合以后,即可继续加热加压,直至完成全部压接过程;如果火焰突然中断发生在钢筋接缝完全闭合以前,则应切掉接头部分,重新压接。