
一、钢筋分类

按作用不同可分为:
1、受力钢筋:钢筋混凝土结构中,按结构计算,承受拉力或压力的钢筋,是所配置钢筋中的主要部分。

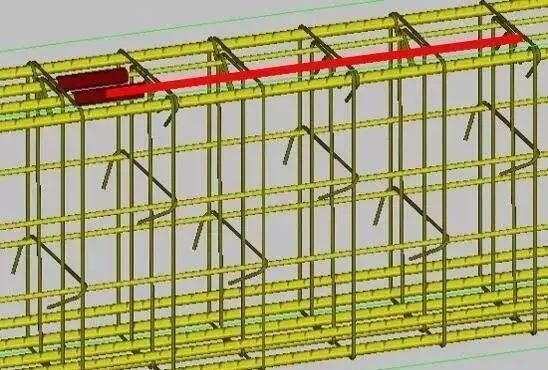
2、架立钢筋:为满足构造上或施工上的要求而设置的定位钢筋。作用是把主要的受力钢筋(如主钢筋,箍筋等)固定在正确的位置上,并与主钢筋连成钢筋骨架,从而充分发挥各自的受力特性。
3、分布钢筋:垂直于板或梁的受力方向上设置的构造钢筋。其作用是将作用于板或梁上的荷载更均匀的传给受力钢筋,同时在施工中可通过绑扎或点焊固定主钢筋的位置,并用来抵抗温度应力和混凝土收缩应力。

4、构造筋:因构件的构造要求和施工安装需要配置的钢筋。架立筋和分布筋也属于构造筋。
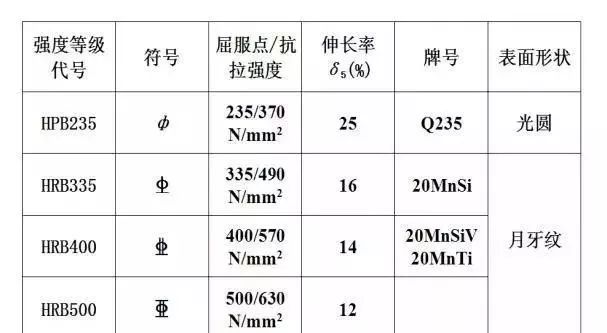
钢筋主要规格:
HPB235
6,8,10,12
HRB335
12,14,16,18,20,22,25,28,32,36,40
HRB400
6,8,10, 12,14,16,18,20,22,25,28,32,36,40

二、钢筋进场检验
检验项目:
1. 外观检查
2. 出场检验报告
3. 出厂合格证
4. 机械性能试验
5. 化学成分检验或其他专项检验
钢筋的保管与存放
为了确保质量,钢筋验收合格后,还要做好保管工作,主要是防止生锈、腐蚀和混用,为此:
(1)堆放场地要干燥,并用方木或混凝土板等作为垫件,一般保持离地20cm以上。非急用钢筋, 宜放在有棚盖的仓库内。
(2)钢筋必须严格分类、分级,分牌号堆放,不合格钢筋另作标记分开堆放。
(3)钢筋不要和酸、盐,油这一类的物品放在一起,要远离有害气体的地方堆放、以免腐蚀。

钢筋的进场验收
钢筋运到工地时,应有出厂质量证明书或试验报告单,并按品种、批号及直径分批验收,每批重量热轧钢筋不超过60 t,钢绞线为20t,验收内容包括钢筋标牌和外观检查,并按有关规定取样进行机械性能试验,钢筋的性能包括化学成分及力学性能(屈服点、抗拉强度、伸长率及冷弯指标)。
应对钢筋进行全数外观检查。检查内容包括钢筋是否平直、有无损伤,表面是否有裂纹、油污及锈蚀等,弯折过的钢筋不得敲直后作受力钢筋使用,钢筋表面不应有影响钢筋强度和锚固性能的锈蚀或污染。
2.力学性能试验:
在力学性能试验时,应从每批的钢筋中任选两根,每根取两个试件分别进行拉伸试验(包括屈服点、抗拉强度和伸长率的测定)和冷弯试验。如有一项试验结果不符合规定,则应从同一批钢筋另取双倍数量的试件重做各项试验,如果仍有一个试件不合格,则该批钢筋为不合格品,应不予验收或降级使用。
钢筋在加工使用中如发现焊接性能或机械性能不良,还应进行化学成分分析或其它专项检验,验收有害成分如硫(s)、磷(P)、砷(As)的含量是否超过规定范围。
进场后钢筋在运输和储存时,不得损坏标志,并应根据品种、规格按批分别挂牌堆放,并标明数量。
钢筋的堆放
当钢筋运进施工现场后,必须严格按批分等级、牌号、直径、长度挂牌分别堆放,并注明数量,不得混淆。钢筋应尽量堆入仓库或料棚内。条件不具备时,应选择地势较高,土质坚实,较为平坦的露天场地存放。在仓库或场地周围挖排水沟,以利泄水。堆放时钢筋下面要加垫木,离地不宜少于200mm,以防钢筋锈蚀和污染。
钢筋成品要分工程名称和构件名称,按号码顺序存放。同一项工程与同一构件的钢筋要存放在一起,按号挂牌排列,牌上注明构件名称、部位、钢筋类型、尺寸、钢号、直径、根数,不能将几项工程的钢筋混放在一起。同时不要和产生有害气体的车间靠近,以免污染和腐蚀钢筋。
三 钢筋的加工
钢筋的加工有除锈、调直、下料剪切及弯曲成型。钢筋加工的形状、尺寸应符合设计要求。
1、调直
钢筋调直宜采用机械方法,也可以采用冷拉。对局部曲折、弯曲或成盘的钢筋在使用前应加以调直。
HPB235冷拉率≦4%,HRB335 、HEB400 、RRB400 ≦1%
2、除锈
钢筋除锈一般可以通过以下两个途径:
(1)大量钢筋除锈可通过钢筋冷拉或钢筋调直机调直过程中完成;
(2)少量的钢筋局部除锈可采用电动除锈机或人工用钢丝刷、砂盘以及喷砂和酸洗等方法进行。
3、切断
切断前,应将同规格钢筋长短搭配,统筹安排,一般先断长料,后断短料,以减少短头和损耗。
钢筋切断可用钢筋切断机或手动剪切器。直径大于40mm的钢筋需用氧气乙炔火焰或电弧割切。
4、 弯曲成型
钢筋弯曲的顺序是画线、试弯、弯曲成型。
画线主要根据不同的弯曲角在钢筋上标出弯折的部位,以外包尺寸为依据,扣除弯曲量度差值。
钢筋弯曲有人工弯曲和机械弯曲。
钢筋的连接方法有焊接连接、机械连接和绑扎连接。
连接原则:
受力钢筋的接头宜设置在受力较小处,同一纵向受力钢筋不宜设置两个或两个以上接头,接头末端至钢筋弯起点的距离不应小于钢筋直径的10倍。
轴心受拉及小偏心受拉杆件(如桁架和拱的拉杆)的纵向不得采用绑扎搭接接头。
受拉钢筋的直径d>28mm及受压钢筋直径d >32mm时,不宜采用绑扎搭接接头。
钢筋常用连接方式:
1.焊接连接
2.机械连接
3.绑扎连接
同一连接区段内纵向受拉钢筋机械连接、焊接连接接头规范

1、钢筋焊接方法
(1)闪光对焊
电弧焊
电阻点焊
电渣压力焊
埋弧压力焊
钢筋气压焊
闪光对焊
闪光对焊:钢筋闪光对焊是利用对焊机使两段钢筋接触,通过低电压的强电流,待钢筋被加热到一定温度变软后,进行轴向加压顶锻,形成对焊接头。
闪光对焊的原理如图所示。
根据钢筋级别、直径和所用焊机的功率,闪光对焊工艺可分为连续闪光焊、预热闪光焊、闪光-预热-闪光焊三种。

钢筋闪光对焊原理
1-焊接的钢筋;2-固定电极;
3-可动电极;4-机座;
5-变压器;6-平动顶压机构;
7-固定支座;8-滑动支座
闪光对焊焊接要求:
连续闪光焊(25㎜以下)
预热闪光焊(25㎜以上)
闪光-预热-闪光焊 (25㎜以上)
钢筋闪光对焊后,应对接头进行外观检查,(无裂缝和烧伤,焊包均匀,接头弯折不大于4,轴线偏移不大于1/10的钢筋直径,也不大于2㎜),同时应按规格接头6%的比例,做三根拉伸试验和三根冷弯试验,其抗拉强度实测值不应小于母材的抗拉强度,且断于接头的外处。接头处弯折不大于4;钢筋轴线位移不大于0.1d,且不大于2mm。无横向裂纹和烧伤,焊包均匀。
(2)电弧焊
电弧焊是利用弧焊机使焊条与焊件之间产生高温电弧,使焊条和电弧燃烧范围内的焊件熔化,待其凝固便形成焊缝或接头。
电弧焊广泛用于钢筋接头与钢筋骨架焊接、装配式结构接头焊接、钢筋与钢板焊接及各种钢结构焊接。

(3)电阻点焊
利用点焊机进行纵横交错的钢
筋网片焊接,多用于小型预制构
件的钢筋网片的成型。

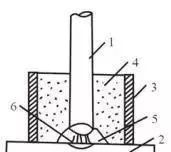
(4)电渣压力焊
电渣压力焊是利用电流通过渣池产生的电阻热将钢筋端部熔化,然后施加压力使钢筋焊合。
钢筋电渣压力焊分手工操作和自动控制两种。采用自动电渣压力焊时,主要设备是自动电渣焊机,电渣焊构造如图所示。
电渣压力焊的焊接参数为焊接电流、渣池电压和通电时间等,可根据钢筋直径选择。
一般多用于结构构件内竖向钢筋的接长,应用较为广泛。
先将钢筋端部约120mm范围内的铁锈除尽,将夹具夹牢在下部钢筋上,并将上部钢筋扶直夹牢于活动电极中。再装上药盒,装满焊药,接通电路,用手柄使电弧引燃(引弧)。然后稳定一定时间,使之形成渣池并使钢筋熔化(稳弧),随着钢筋的熔化,用手柄使上部钢筋缓缓下送。当稳弧达到规定时间后,在断电同时用手柄进行加压顶锻(顶锻),以排除夹渣和气泡,形成接头。待冷却一定时间后,即拆除药盒、回收焊药、拆除夹具和清除焊渣。引弧、稳弧、顶锻三个过程连续进行。
外观检查:
接头处弯折不大于4,焊接接头上下钢筋的轴线应尽量一致,其最大偏移不得超过0.1d,同时也不得大于2㎜,焊包均匀,不得有明显的烧伤缺陷和裂纹。
取样:每300个接头为一批,(不足300个也为一批),切取三个试件做拉伸试验,如有一根不合格,则再双倍取样,重作试验,如仍有一根不合格,则该批接头为不合格。

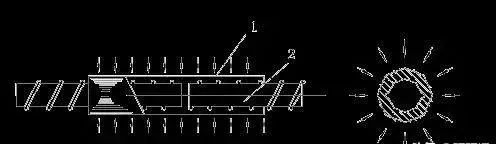
(5)埋弧压力焊
(1)埋弧压力焊是利用焊剂层下的电弧,将两焊件相邻部位熔化,然后加压顶锻使两焊件焊合,如图所示。
(2)具有焊后钢板变形小、抗拉强度高的特点。
埋弧压力焊示意图
1-钢筋;2-钢板;3-焊剂盒;
4-431焊剂;5-电弧柱;6-弧焰
(6)钢筋气压焊
(1)钢筋气压焊是利用乙炔、氧气混合气体燃烧的高温火焰,加热钢筋结合端部,不待钢筋熔融使其高温下加压接合。
(2)气压焊的设备包括供气装置、加热器、加压器和压接器等。

2.钢筋的机械连接
钢筋机械连接是通过连接件的机械咬合作用或钢筋端面的承压作用,使两根钢筋能够传递力的连接方法。
常用的机械连接接头:挤压套筒接头、锥螺纹套筒接头和直螺纹套筒接头。
1钢套筒;2被连接的钢筋直螺纹套筒连接
直螺纹钢筋连接技术
具有接头强度高、与母材等强、连接速度快、性能稳定、应用范围广、操作简便、用料省等特点;对提高建筑工程质量、节约材料、提高施工速度具有重要意义。
等强直螺纹接头适用于各种抗震设防的混凝土结构工程,对要求充分发挥钢筋强度和延性的重要结构应优先选用等强直螺纹接头。

钢筋机械连接接头质量检查与验收
①工程中应用钢筋机械连接时,应由该技术提供单位提交有效的检验报告。
②钢筋连接工程开始前及施工过程中,应对每批进场钢筋进行接头工艺检验,工艺检验应符合设计图纸或规范要求。
③现场检验应进行外观质量检查和单向拉伸试验。
接头的现场检验按验收批进行。
④对接头的每一验收批,必须在工程结构中随机截取3个试件作单向拉伸试验,按设计要求的接头性能等级进行检验与评定。
⑤在现场连续检验10个验收批。
⑥外观质量检验的质量要求、抽样数量、检验方法及合格标准由各类型接头的技术规程确定。
钢筋接头性能优劣的评定
(1)焊接连接接头总的要求抽样接头抗拉试验,其3个试件均不得低于该级别钢筋规定的抗拉强度值。闪光对焊和气压焊均要求做冷弯试验。竖向钢筋电渣压力焊只做拉伸试验。
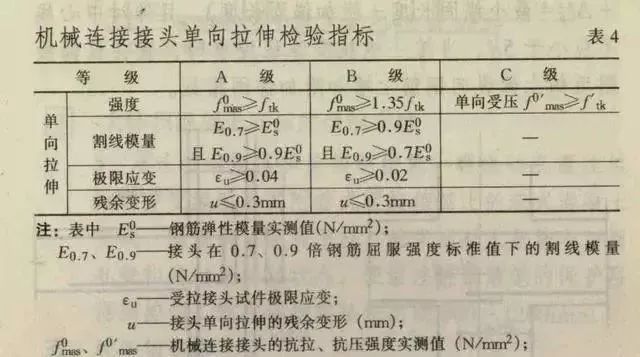
(2)机械连接接头将接头根据单向拉伸性能、接头变形能力及反复拉压性能的差异分为A、B、C三个等级:
A级接头抗拉强度达到或大于母材的抗拉强度标准值,并具有高延性及反复拉压性能;
B级接头抗拉强度达到或大于母材的屈服强度标准值的1.35倍,并具有一定高延性及反复拉压性能;
C级接头仅能承受压力。
3.钢筋绑扎连接
1.钢筋绑扎连接
钢筋绑扎安装前,应先熟悉施工图纸,核对钢筋配料单和料牌,研究钢筋安装和与有关工种配合的顺序,准备绑扎用的铁丝、绑扎工具、绑扎架等。
钢筋绑扎一般用18~22号铁丝,其中22号铁丝只用于绑扎直径12mm以下的钢筋。
(1)钢筋绑扎要求
1)钢筋的交叉点应用铁丝扎牢。
2)柱、梁的箍筋,除设计有特殊要求外,应与受力钢筋垂直;箍筋弯钩叠合处,应沿受力钢筋方向错开设置。
3)柱中竖向钢筋搭接时,角部钢筋的弯钩平面与模板面的夹角,矩形柱应为45,多边形柱应为模板内角的平分角。
4)板、次梁与主梁交叉处,板的钢筋在上,次梁的钢筋居中,主梁的钢筋在下;当有圈梁或垫梁时,主梁的钢筋应放在圈梁上。主筋两端的搁置长度应保持均匀一致。
2)钢筋绑扎接头
同一构件中相邻纵向受力钢筋的绑扎搭接接头宜相互错开,钢筋绑扎搭接接头连接区段的长度为1.3Ll(Ll为搭接长度)
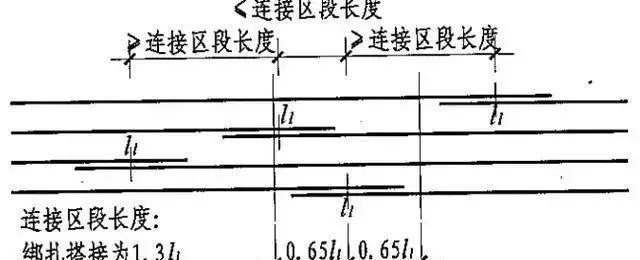
注:图中所示搭接接头同一连接区段内的搭接钢筋为两根,当各钢筋直径相同时,接头面积百分率为50%。
绑扎接头数量:在1.3倍搭接长度范围内,梁板墙类≯25%,柱类≯50%。
凡接头中点位于连接区段长度内连接接头均属同一连接区段。
钢筋净距S不小于钢筋直径d,且不小于25mm。
接头位置:距弯折处≮10d;不在最大弯矩处;
纵向受力钢筋连接宜避开梁端、柱端箍筋加密区。如必须在此处连接时,应采用机械连接或焊接。

