钢筋闪光对焊施工要求有哪些?
钢筋闪光对焊有3种工艺方法
生产中,可按不同条件进行选用:
1 当钢筋直径较小,钢筋强度级别较低,在表4.3.2规定的范围内,可采用连续闪光焊;
2 当超过表中规定,且钢筋端面较平整,宜采用预热闪光焊;
3 当超过表中规定,且钢筋端面不平整,应采用闪光一预热闪光焊。
2连续闪光焊所能焊接的钢筋上限直径,应根据焊机容量、钢筋牌号等具体情况而定,并应符合表4.3.2的规定。
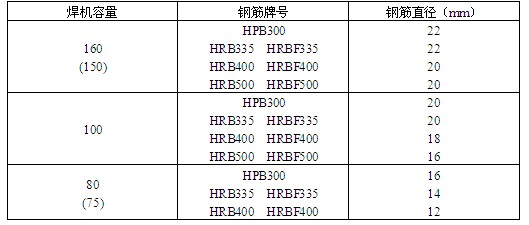
连续闪光焊钢筋上限直径
注:对于有较高要求的抗震结构用钢筋在牌号后加E(例如:HRB400E、HRBF400E),可参照同级别钢筋进行闪光对焊。
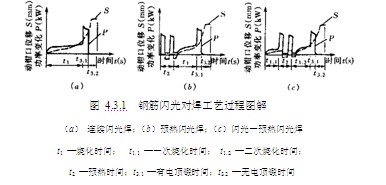
3 闪光对焊三种工艺方法留量见图4.3.3,施焊中,应熟练掌握合适的各项工艺参数。
钢筋闪光对焊三种工艺方法留量图解
4 闪光对焊时,应选择合适的调伸长度、烧化留量、顶锻留量以及变压器级数等焊接参数。
1调伸长度的选择,应随着钢筋牌号的提高和钢筋直径的加大而增长,主要是减缓接头的温度梯度,防止在热影响区产生淬硬组织。当焊接HRB400、HRB500等级别钢筋时,调伸长度宜在40mm~60mm内选用。
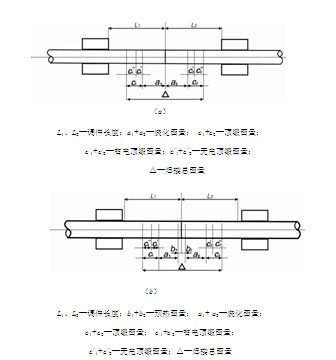
2 烧化留量的选择,应根据焊接工艺方法确定。当连续闪光焊时,闪光过程应较长。烧化留量应等于两根钢筋在断料时切断机刀口严重压伤部分(包括端面的不平整度),再加8mm。
闪光预热闪光焊时,应区分一次烧化留量和二次烧化留量。一次烧化留量应不小于10mm。预热闪光焊时的烧化留量应不小于10mm。
3 需要预热时,宜采用电阻预热法。预热留量应为1~2mm,预热次数应为1~4次;每次预热时间应为1.5~2s,间歇时间应为3~4s。
4 顶锻留量应为4~10mm,并应随钢筋直径的增大和钢筋牌号的提高而增加。其中,有电顶锻留量约占1/3,无电顶锻留量约占2/3,焊接时必须控制得当。
焊接HRB500钢筋时,顶锻留量宜稍微增大,以确保焊接质量。
注:生产中,如果有RRB400钢筋需要进行闪光对焊时,与热轧钢筋比较,应减小调伸长度,提高焊接变压器级数,缩短加热时间,快速顶锻,形成快热快冷条件,使热影响区长度控制在钢筋直径的0.6倍范围之内。
5 变压器级数应根据钢筋牌号、直径、焊机容量以及焊接工艺方法等具体情况选择。
6 HRB500钢筋焊接时,应采用预热闪光焊或闪光一预热闪光焊工艺。当接头拉伸试验结果,发生脆性断裂或弯曲试验不能达到规定要求时,尚应在焊机上进行焊后热处理。
7 在闪光对焊生产中,当出现异常现象或焊接缺陷时,应查找原因,采取措施,及时消除。
