箍筋闪光对焊施工要求有哪些?
箍筋闪光对焊的焊点位置宜设在箍筋受力较小一边。不等边的多边形柱箍筋对焊点位置宜设在两个边上,见图4.4.1-1;大尺寸箍筋焊点位置见图4.4.1-2

箍筋焊点位置
2 箍筋下料长度应预留焊接总留量△,其中包括烧化留量A、预热留量B和顶端留量C。矩形箍筋下料长度可参照下式计算:
Lg=2(ag+bg)+△
式中,Lg箍筋下料长度(mm)
ag箍内净长度(mm)
bg箍内净宽度(mm)
△焊接总留量(mm)
当切断机下料,增加压痕长度,采用闪光一预热闪光焊工艺时,焊接总留量△随之增大,约为1.0d~1.5d。
上列计算值应经试焊后核对确定。
3 应精心将下料钢筋按设计图纸规定尺寸弯曲成形,制成待焊箍筋,并使两个对焊头完全对准,具有一定弹性压力,见图4.4.3
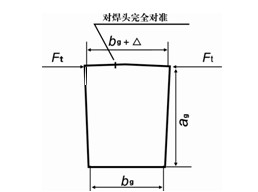
待焊箍筋
4 待焊箍筋应进行加工质量的检查,按每一工作班、同一牌号钢筋、同一加工设备完成的待焊箍筋作为一个检验批,每批抽查不少于3件。检查项目包括:①箍筋内净空尺寸是否符合设计图纸规定,允许偏差在5mm之内;②两钢筋头应完全对准。
5 箍筋闪光对焊应符合下列要求
1宜使用100kVA的箍筋专用对焊机。
2 焊接工艺参数、操作要领、焊接缺陷的产生与消除措施等,可参照4.3钢筋闪光对焊相关条文实施。
3 焊接变压器级数应适当提高,二次电流稍大;
4 无电顶锻时间延长数秒钟。
