钢筋镦粗直螺纹套筒钢筋加工与检验要点有哪些?
1.钢筋下料时,应采用砂轮切割机,切口的端面应与轴线垂直,不得有马蹄形或挠曲。
2.钢筋下料后,在液压冷锻压床上将钢筋徽粗。不同规格的钢筋冷徽后的尺寸,见表9-73。根据钢筋直径、冷镦机性能及镦粗后的外形效果,通过试验确定适当的镦粗压力。操作中要保证镦粗头与钢筋轴线不得大于4的倾斜,不得出现与钢筋轴线相垂直的横向表面裂缝。发现外观质量不符合要求时,应及时割除,重新徽粗。
钢筋冷镦规格尺寸表9-73

3.钢筋冷镦后,在钢筋套丝机上切削加工螺纹。钢筋端头螺纹规格应与连接套筒的型号匹配。钢筋螺纹加工质量:牙形饱满、无断牙、秃牙等缺陷。
4.钢筋螺纹加工后,随即用配置的量规逐根检测(图9-108)。合格后,再由专职质检员按一个工作班10%的比例抽样校验。如发现有不合格螺纹,应全部逐个检查,并切除所有不合格螺纹,重新镦粗和加工螺纹。
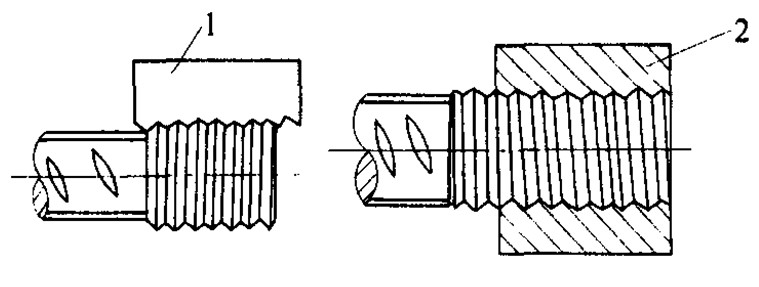
图9-108 直螺纹接头量规
1-牙形规;2-直螺纹环规
