一、压缩机的主要故障和原因分析:
1、堵转(卡死):压缩机不动,且发出嗡嗡声:
异物入,曲轴、活塞、气缸等运动部件卡死;
高低压侧的压力不平衡;
电机烧损;
电压过低;
压缩机缺油或过负荷运行,机械部件严磨;
油劣化,机械部件严磨;
低温制热时,压缩机温度过低;
压缩机电容损坏或衰减;
定转子间隙不良。
2、压缩机可以动作,但排气压力低:
压缩机吸入液体;
冷凝器故障;
保护器动作;
管道阻力大。
3、压缩机可以动作,但因电流逐渐增加而停机:
保护器动作;
吸气压力过高;
压缩机的机械部分受到损伤;
4、压缩机过电流:
两器故障;
制冷系统堵塞;
过载运行(冷媒量、电压);
风机马达转速(电容衰减、风机故障);
变频机要特别注意电控的故障。
三相机缺相运行,绕组烧损。
用外置过载保护器时,用万用表测量过载保护器是否导通,正常的是导通的。
5、噪音大:
压缩机启动时,3至5分钟内,由于系统不稳定,会有声音偏大现象;
管道振动声、马达和风叶声、钣金共振声;
系统内有空气混入时,会有气流声;
系统内有杂质或铜屑时,会发生金属撞击阀片声;
定转子间隙不良;
缺少冷冻机油;
液态冷媒进入压缩机,产生液压缩;
6、阀片坏(无吸排气能力、高低压串气):
阀片间隙大、卡死(转子式);
曲轴断,无转动;
弹簧断;
压缩机缺油、阀片磨耗过量;
异物进入压缩机气缸;
四通阀串气;
缺冷媒;
三相电源,电源反相会造成压缩机反转;
水分超标,产生冰堵现象。
7、绕组电流大:
系统其他部件(主要是电机、电控)工作是否正常;
定子烧损(线圈短路、过负荷、缺相运行、冷媒泄漏);
冷媒充注量过多会造成功率高;
系统是否有可能堵塞情况,导致高压过高,低压过低的情况发生;
电容是否正常;
环境温度过高;
二、更换压缩机的步骤和注意点
1、放冷媒:注意作业环境通风,放冷媒速度不能太快,以免人员被冷媒冻伤;放冷媒速度不能太快,以免压缩机内的冷冻机油随冷媒被放出,一旦压缩机经后续检查为完好,缺少冷冻油将影响正常使用。留意喷出冷媒颜色,如喷出为白色或无色,则系统内部清洁度较高。压缩机可能没有损坏。务必小心操作!
2、拆除吸排气管:充氮操作,避免系统内部产生氧化皮,留意铜管内壁是否有杂质异物存在。
3、空载运行:旧压缩机拆除前,保证吸排气管管口都敞开的状态下,运行时间不超过5秒钟,[本文来源制冷百科公众号]判断压缩机单体是否堵转、有无吸排气。测试压缩机是否有吸排气可用手指接近排气口感受;绝缘耐压不良、运行电流大的旧压缩机可能漏电,不能以此种方法测试。
4、取下和处理旧压缩机:旧压缩机必须在15分钟内将吸、排气口封口;必须保证旧压缩机编码和机器条形码清晰;
5、清洗系统:清洗液要求高溶油、容易挥发,推荐使用R11;必须保证焊接处管口的清洁。
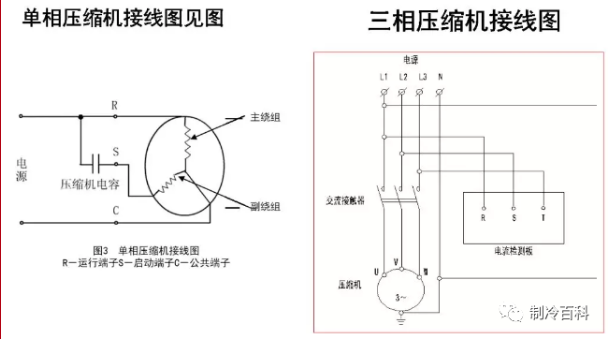
6、换上新压缩机:原则上要求使用原型号原品牌压缩机,实在无法满足则必须保证新压缩机能力与旧压缩机能力一致;涡旋压缩机与转子式压缩机不能互换;单相压缩机与三相压缩机不能互换;拔压缩机胶塞必须先排气管后吸气管;维修过程必须保证润滑油不能接触压缩机胶脚,以免胶脚变质。
7、焊接新压缩机:必须充氮焊接,且保证氮气到达焊接位置;预热至铜管变粉红色为宜;必须由铜管的温度来融化焊条,而不是由火焰直接熔。
