空调通风系统是通风系统和空调系统的组合。
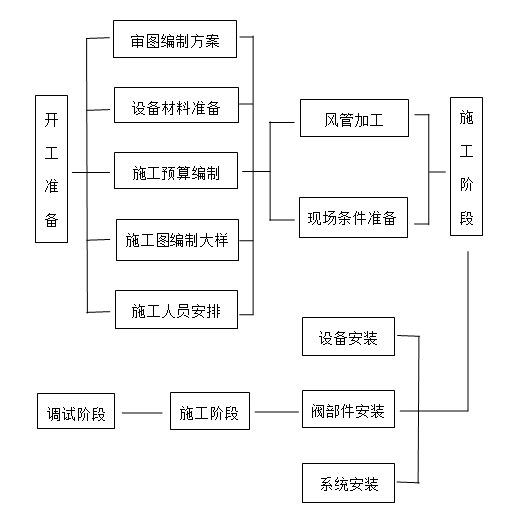
施工前根据现场情况详细制定方案,并按照施工流程图依次完成风管加工、风管及设备安装、调试等工作。

(二)、通风风管制作:
1、为了提高运输效率,减少消耗和成品的完好性,采取车间预制现场装配的方法,即车间采用机械化加工半成品形式运输到现场组合装配。
工艺流程如下:

2、风管制作材料的品种、规格、性能与厚度应符合设计图纸和现行国家产品标准的规定,同时也要结合现场实际情况合理设计。
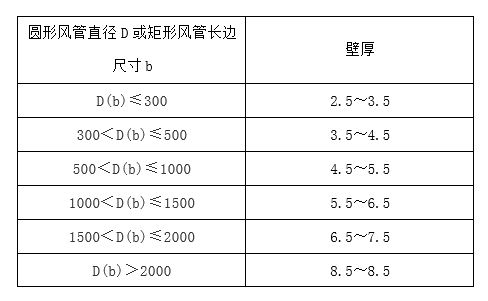
(1):送、排风管及空调风管采用镀锌钢板制作,厚度见下表:
钢板风管板材厚度表(mm)

注:排烟系统风管钢板厚度可按高压系统。
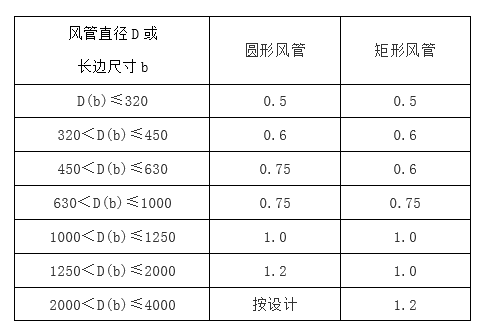
(2):敷设在室外的风管采用玻璃钢保温管。厚度见下表:
中低压系统无机玻璃钢风管板材厚度表(mm)
(3)人防工程送、排风管采用镀锌钢板,厚度见下表:
人防风管板材厚度表(mm)
设在染毒区的进、排风管,采用2-3mm厚的钢板焊接成型,且有5%的坡度坡向室外。
3、镀锌板矩形风管大边〉630mm,长度1200m时加腰箍一道。
矩形风管边长630m,保温风管边长800mm时,且管段长度大于1200m时,应有加固措施。对边长800m的风管采用楞筋的方法加固。
4、如果风管中增加一道支撑隔板,材料厚度与风管相同。
5、风管的支管与主管相接处为三通分路,当支管与主管的底面(或顶面)相距150mm时,做成弧形三通,相距在150m以上者做成插管式三通,连接要严密。
6、风管弯头按《91SB6》标准图制作。空调、通风系统风管软接头可采用帆布制作,排烟系统可采用不燃软性材料制作
7、矩形风管与角钢法兰连接时,当管壁厚度1.5m时可采用翻边铆接,铆接应车固;当管壁厚度>1.5mm时,可采用满焊或翻边间断焊。矩形风管法兰用镀锌铆钉铆固,法兰在铆固前先除锈再刷樟丹两道,矩形风管咬口处应严密、平整、无毛刺。
矩形风管法兰用料规格表

8、矩形弯管导流片
①、矩形风管弯管变长大于500mm时应设置导流片材质及材料厚度应与风管一致。
②、导流片的弧度应与弯管角度相一致。
③、导流片的迎风侧边缘应圆滑,其两端与管壁的固定应牢固,同一弯管内导流片的弧长应一致。
9、制作质量要求:
1)风管的规格、尺寸必须符合设计要求。
2)风管外观质量应达到折角平直,圆弧均匀,两端面平行,无翘角。
3)风管的内表面要做到表面光滑,严禁有横向拼缝和在管内设加固筋或采用凸棱加固方法。尽量减少底部的纵向拼缝。矩形风管底边小于800mm时,底边不得有纵向拼缝。所有的螺母、螺栓、垫圈和铆钉均应采用与管材性能匹配,采用不会产生电化学腐蚀的材料,或采用镀锌等。
洁净风管的咬口缝必须连接紧密,宽度均匀,无孔洞,半咬口及胀裂现象。空气洁净度等级为1~5级的净化空调系统风管不得采用按扣式咬口。
4)风管制作好后,再次进行擦试;用白绸布检查风管内表面,必须无油污和浮尘,而后用塑料薄膜将开口封,风管制作好后,不得露天堆放或长期不进行安装,成口风管的堆放场要平整,堆放层数要按风管的壁厚和风管的口径尺寸而定,不能堆放过高造成受压变形,同时要注意不被其他坚硬物体冲撞,造成变形。
5)风管连接法兰的垫料应用闭孔海绵橡胶,其厚度不能小于5mm。

10、风管的漏光检查:
净化空调系统用风管的漏光检查是检查风管制作质量的重要工序,必须认真负责,此项工作通常是在风管清洗后进行。
1)风管漏光检查宜在夜间进行,一定要采取必要的安全技术措施,以防止事故的发生。
2)风管漏光检查采用专用碘钨灯、电缆等。所有机具、工具外表必须清洁干净,无油污、无尘、无破损划伤现象,并配置漏电开关保护。
3)风管漏光检查用场地可利用风管清洗用场地进行。
4)风管漏光检查一般采用下列顺序(此方法也适应于系统分段检漏)
揭开被剪断一端密封薄膜,将碘钨灯具放置入客内(一般采用1000W碘钨灯为好),灯具及线缆放前应先试擦干净,确保无尘埃。
将风管两端用聚苯乙烯封堵遮光。
接通电源进行检查,有漏光处做出标志。
补胶堵漏,一般宜采用边检查边补胶的操作方法。
检查完毕将密封保护恢复至原来状态,并做好检验记录。
5)风管漏光检查的质量要求
风管所有孔洞接缝、接头、板边处涂胶无漏涂、流淌现象。
检验方法:目测观察,有无遗漏部位,或密封胶未压实产生虚贴现象。
用灯光检查没有漏光现象
检验方法:在祷肪持星抗庠粗萌敕绻苣
