连接及节点的加固
加固中的连接问题一般有两种情况:原有连接因承载力不足而进行的加固(即连接的 加固,包括节点的加固)、加固件与原有构件的连接。 连接的加固和加固件的连接方法应根据加固的原因、目的、受力状态、构造和施工条件,并考虑原有结构的连接方法而确定。可采用铆接、焊接、高强度螺栓连接和焊接与高 强度螺栓混合连接的方法,铆接连接的刚度最小(普通螺栓连接除外),焊接连接刚度大整 体性好,高强螺栓连接介于两者之间。 加固连接方式选用必须满足既不破坏原结构功能,又能参与工作的要求。目前铆接由于 施工繁杂已渐淘汰,焊接因不需要钻孔等工序往往被优先考虑选用,但焊接对钢材材性要求 最高,在原结构资料不全、材性不明情况下,用焊接加固必须取材样复验,以保证可焊性。
1、加固原则
(1)钢结构加固连接方法,即焊缝、铆钉、普通螺栓和高强度螺栓连接方法的选择, 应根据结构需要加固的原因、目的、受力状态、构造及施工条件,并考虑结构原有的连接方法确定。
(2)在同一受力部位连接的加固中,不宜采用刚度相差较大的,如焊缝与铆钉或普通 螺栓共同受力的混合连接方法,但仅考虑其中刚度较大的连接(如焊缝)承受全部作用力时除外。如有根据,可采用焊缝和摩擦型高强螺栓共同受力的混合连接。
(3)加固连接所用材料应与结构钢材和原有连接材料的性质匹配,其技术指标和强度设计值应符合《钢结构设计规范》的规定。
(4)负荷下连接的加固,尤其是采用端焊缝或螺栓的加固而需要拆除原有连接,和扩 大、增加钉孔时,必须采取合理的施工工艺和安全措施,并作核算以保证结构(包括连接)在加固负荷下具有足够的承载力。
2、焊缝缺陷的修复
对于连接焊缝的缺陷应根据情况选用不同的修补措施。对于焊缝成形不良,可以采用下列修补措施:用车削、打磨、铲或碳弧气刨等方法清除多余的焊 缝金属或部分母材,清除后所存留的焊缝金属或母材不应有割痕或咬边。清除焊缝不合格 部分时,不得过分损伤母材;修补焊接前,应先将待焊接区域清理干;修补焊接时所用的焊条直径要略小,一般不宜大于4mm; 选择合适的焊接规范。
当焊缝中或焊缝的热影响区有裂纹时,必须及时修补。承受静态荷载的实腹梁,若实 腹梁与翼缘的连接焊缝有裂纹时,可沿焊接裂纹界限各向焊缝两端延长50mm.将焊缝金属或部分母材用碳弧气刨等刨去,然后选择正确的焊接规范、焊接材料,并采取预热、控 制层间温度和后热等工艺措施进行补焊。另外,也可采用补焊短斜板的方法进行加固。斜 板的长度应超出裂纹范围以外,超出的距离应不小于斜板的宽度。此时焊缝的裂纹可不清除,但应在裂纹两端钻止裂孔,以防裂纹进一步扩展。
修补夹渣缺陷时,一般应用碳弧气刨将其有缺陷的焊缝金属除去,重新补焊。对于焊瘤的 修补一般是用打磨的方法将其打磨光顺。 超过规定的气孔,必须刨去后重新补焊。超过标准的未焊透缺陷应消除,消除方法一般采用碳弧气刨刨去有缺陷的焊缝,用手工焊进行补焊。 对于承受静荷载的结构,经过使用后,若焊缝的这些缺陷并不导致严重的损坏,也可不予修理。
3、焊缝连接的加固
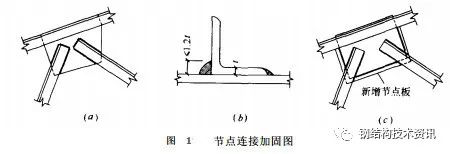
采用焊缝进行加固一般适用于下列情况:一是原结构使用焊缝连接,或原结构虽不是 焊缝连接,但加固处允许采用焊缝连接;二是使用焊接施工较方便时。 焊缝加固应首先考虑增加焊缝长度来实现,其次考虑增加焊脚尺寸,或者同时增加焊缝长度和焊脚尺寸,或增加独立的新焊缝。(图1)所示为节点焊缝加固的一个示例。
腹杆只用侧焊缝连接于节点板时,可以加设端焊缝(图1a) 。如果加设端焊缝还不够,则可以加高原有焊缝(增加焊脚尺寸)。但加高焊脚只能在一定限度范围内,角钢肢尖 焊缝最多不得超过角钢厚度,角钢肢背焊缝最多不得超过角钢厚度的1.2倍(图1b) 当增大焊脚尺寸有困难时 可以像(图1c )那样在加大节点板的基础上再加长焊缝。焊接杆件加长角焊缝还可以借助 于短斜板,如(图2) 所示,这种做法 比加大节点板要简单得多。
新增加固角焊缝的长度和焊脚尺 寸或熔焊层的厚度,应由连接处结构 加固前后设计受力改变的差值,并考 虑原有连接实际可能的承载力计算确 定。计算时应对焊缝的受力重新进行 分析并考虑加固前后的焊缝的共同工作、受力状态的改变。
焊接连接可以在卸荷状态下或负荷状态下用电焊进行。在完全卸荷状态下加固时,焊 缝的强度计算和设计时相同,可按现行《钢结构设计规范》 进行计算。而在负荷状态下用焊缝加固时,其承载力的计算如下:
负荷下用焊缝加固结构时,应尽量避免采用长度垂直于受力方向的横向焊缝,否则应 采取专门的技术措施和施焊工艺,以确保结构施工时的安全。
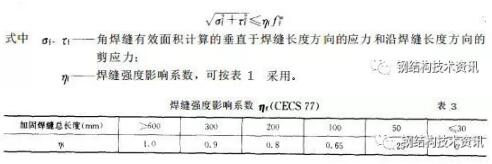
负荷下用增加非横向焊缝长度的办法加固焊缝连接时,原有焊缝中的应力不得超过该 焊缝的强度设计值,加固处及其邻区段结构的最大初始名义应力对于仅承受静力荷载或间 接动力荷载作用的结构不得超过0.55fy. 对于直接承受动力荷载或振动荷载的结构不得超过0.4fy. 焊缝施焊时采用的焊条直径不宜大于4mm ,焊接电流不超过220A, 每焊道的焊脚尺寸不大于4mm ,如计算高度超过4mm,宜逐次分层施焊;前一焊道温度冷却至100C 以下后.方可施焊下一焊道。对于长度小于200mm ,的焊缝增加长度时,首焊道应从原焊缝端点以外至少20mm处开始补焊,加固前后焊缝可考虑共同受力,
焊缝加固时,其承载力的计算也可以采用如下的方法进行计算:


4、 螺栓和铆钉连接的加固
施焊时退出工作的焊接长度 表 铆接连接节点不宜采用焊接加固,因焊接的热过程,将使附近铆钉松动、工作性能恶 化;再者焊接连接比铆接刚度大,二者受力不协调,而且往往被铆接钢材可焊性较差,易 产生微裂纹。铆接连接仍可用铆钉连接加固或更换铆钉,但铆接施工繁杂,且会导致相邻 完好铆钉受力性能变弱(因新加铆钉紧压程度太强,影响到邻近完好铆钉),削弱的结果,
可能不得不将原有铆钉全部换掉。铆接连接加固的最好方式是采用高强螺栓,它不仅简化 施工,且高强螺栓工作性能比铆钉可靠得多,还能提高连接刚度和疲劳强度。
当用摩擦型高强度螺栓部分地更换结构连接的铆钉,从而组成高强度螺栓和铆钉的混 合连接时,应考虑原有铆钉连接的受力状况,为保证连接受力的匀称,宜将缺损铆钉和与 其相对应布置的非缺损铆钉一并更换。摩擦型高强度螺栓与铆钉混合连接时,其承载力按 共同工作考虑。
原有螺栓松动、损害失效或连接强度不足需要更换或新增时,应首先考虑采用相同直 径的高强度螺栓连接。其次,如果钢材的可焊性满足要求,也可采用焊接。对于直接承受 动力荷载的结构,高强度螺栓应采用摩擦型螺栓。
用高强度螺栓更换有缺陷的螺栓或铆钉时,可选用直径比原钻孔小1-3mm的高强 度螺栓,承载力不能满足要求时,在满足强度和构造要求的前提下可扩大螺栓孔径,采用 螺栓直径提高一级。
当在负荷下进行结构加固,需拆除结构原有的螺栓、铆钉或增加、扩大钉孔时,除应 设计计算结构原有构件和加固件的承载力外,还必须校核板件的净截面的强度。
采用焊接连接加固普通螺栓或铆钉连接,不考虑两种连接共同工作,应按焊接承受全 部作用力计算,但不宜拆除原有连接件。
采用焊缝与高强度螺栓混合连接时,新加焊缝的承载力与原有高强度螺栓的承载力的 比值宜大于或等于0.5 。连接的内力可由高强度螺栓和焊缝共同承担。其承载力可按下列 公式计算 并取其中的较小值.
5、 加固件的连接
为加固结构而增设的板件(加固件),除须有足够的设计承载力和刚度外,还必须与被加固结构有可靠的连接,以保证二者良好地共同工作。
加固件与被加固结构间的连接,应根据设计受力要求经计算并考虑构造和施工条件确定。对于轴心受力构件,可根据下式计算;对于受弯构件,应根据可能的最大设计剪力计算;对于压弯构件,可根据以上两者中的较大值计算。
对于仅用增设中间支承构件(点)来减少受压构件自由长度加固时,支承杆件(点)与加 固件间连接受力,可按下式计算,其中At取原构件的截面面积.
加固件的焊缝、螺栓、铆钉等连接的计算可按《钢结构设计规范》的规定进行。但计算时,对角焊缝强度设计值应乘以应乘以0.85 ,其他强度设计值或承载力设计值 应乘以0.95的折减系数。例如单角钢单面连接,角焊缝强度设计值则乘以0.85x0.85=0.72 的系数。
6、 构造与施工要求
(1)焊缝连接加固时,新增焊缝应尽可能地布置在应力集中最小、远离原构件的变截面以及缺口、加劲肋的截面处;应该力求使焊缝对称于作用力,并避免使之交叉;新增的对接焊缝与原构件加劲肋、角焊缝、变截面等之间的距离不宜小于100mm;各焊缝之间的距离不应小于被加固板件厚度的4.5倍。
(2)对用双角钢与节点板角焊缝连接加固焊接时(如图3) ,应先从一角钢一端的肢尖端头1开始施焊,继而施焊同一角钢另一端2的肢尖焊缝,再按上述顺序和方法施焊角钢的肢背焊缝3、4. 以及另一角钢的焊缝5、6、7、8.

(3)用盖板加固受有动力荷载作用的构件时,盖板端部应采用平缓过渡的构造措施, 尽可能地减少应力集中和焊接残余应力。
(4)摩擦型高强度螺栓连接的板件连接接触面处理应按设计要求和《钢结构设计规》 及《钢结构工程施工质量验收规范》的规定进行,当不能满足要求时,应征得设计人同意,进行摩擦面的抗滑移系数试验。
(5)结构的焊接加固,必须由有效高焊接技术级别的焊工施焊。施焊镇静钢板的厚度。不大于30mm时,环境空气温度不应低于15C. 当厚度超过30mm时,温度不应低于0C;当施焊沸腾钢板时,应高于5C。
