钢筋电渣压力焊质量检验具体概念是什么?
钢筋电渣压力焊质量检验
①取样数量
钢筋电渣压力焊接头的外观检查应逐个进行。
强度检验时,从每批成品中切取三个试样进行拉伸试验。
在一般构筑物中,每300个同类型接头(同钢筋级别、同钢筋直径)作为一批。
在现浇钢筋混凝土框架结构中,每一楼层中以300个同类型接头作为一批;不足300个时,仍作为一批。
②外观检查
钢筋电渣压力焊接头的外观检查,应符合下列要求:
(1)接头焊包应饱满和比较均匀,钢筋表面无明显烧伤等缺陷。
(2)接头处钢筋轴线的偏移不得超过钢筋直径的0.1倍,同时不得大于2mm。
(3)接头处弯折不得大于4度。
外观检查不合格的接头,应切除重焊或采取补强措施。
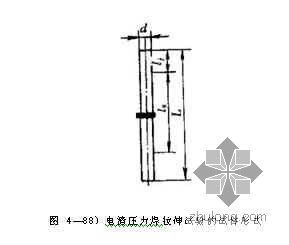
③拉伸试验
拉伸试验的试件形式(图488),试件长度L=8d+2Lj,Lj夹持长度(100~200mm)。钢筋电渣压力焊接头拉伸试验结果,三个试样均不得低于该级别钢筋的抗拉强度标准值。如有一个试样的抗拉强度低于规定数值,应取双倍数量的试样进行复验;复验结果,如仍有一个试样的强度达不到上述要求,则该批接头即为不合格品。
埋弧压力焊
埋弧压力焊是利用焊剂层下的电弧燃烧将两焊件相邻部位熔化,然后加压顶锻使两焊件焊合(图489)。这种焊接方法工艺简单,比电弧焊工效高、质量好(焊后钢板变形小、抗拉强度高)、成本低(不用焊条),适用于钢筋与钢板作丁字形接头焊接。电渣压力焊

