钢筋冷拉工艺具体概念是什么?
钢筋冷拉工艺
(1)钢筋冷拉参数
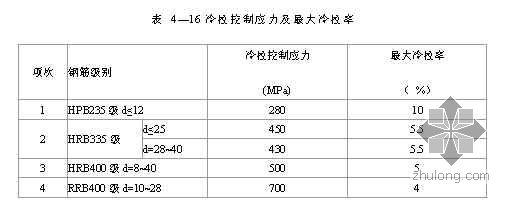
钢筋的冷拉应力和冷拉率是钢筋冷拉的两个主要参数。钢筋的冷拉率是钢筋冷拉时由于弹性和塑性变形的总伸长值(称为冷拉的拉长值)与钢筋原长之比,以百分数表示。在一定的限度内,冷拉应力或冷拉率越大,钢筋强度提高越多,但塑性降低也越多。钢筋冷拉后仍应有一定的塑性,同时屈服点与抗拉强度之间也应保持一定的比例(称屈强比),使钢筋有一定的强度储备。因此,规范对冷拉应力和冷拉率有一定的限制,见表416。
(2)冷拉控制方法
钢筋的冷拉方法可采用控制冷拉率和控制应力两种方法。
①控制冷拉率法
以冷拉率来控制钢筋的冷拉的方法,叫做控制冷拉率法。冷拉率必须由试验确定,试件数量不少于4个。在将要冷拉的一批钢筋中切取试件,进行拉力试验,测定当其应力达到表417中规定的应力值时的冷拉率。取四个试件冷拉率的平均值做为该批钢筋实际采用的冷拉率,并应符合表416的规定。也就是说,实测的四个试件冷拉率的平均值必须低于表416规定的最大冷拉率。
冷拉多根连接的钢筋,冷拉率可按总长计,但冷拉后每根钢筋的冷拉率,应符合表416规定。

若四个试件的平均冷拉率小于1%,考虑到该批钢筋的抗拉强度必定较高,冷拉至1%不会影响钢筋材质,仍按1%采用。
冷拉率确定后,根据钢筋长度,求出拉长值,做为冷拉时的依据。冷拉拉长值L按下式计算:
L=L
式中:冷拉率(由试验确定);
L钢筋冷拉前的长度。
控制冷拉率法施工操作简单,但当钢筋材质不匀时,用经试验确定的冷拉率进行冷拉,钢筋实际达到的冷拉应力并不能完全符合表4-17的要求,其分散性很大,不能保证冷拉钢筋的质量。对不能分清炉批号的钢筋,不应采取控制冷拉率法。这种方法也有优点,就是冷拉后钢筋长度整齐划一,便于下料。
②控制应力法
这种方法以控制钢筋冷拉应力为主,冷拉应力按表416中相应级别钢筋的控制应力选用。冷拉时应检查钢筋的冷拉率,不得超过表416中的最大冷拉率。钢筋冷拉时,如果钢筋已达到规定的控制应力,而冷拉率未超过表416最大冷拉率,则认为合格。如钢筋已达到规定的最大冷拉率而应力还小于控制应力(即钢筋应力达到冷拉控制应力时,钢筋冷拉率已超过规定的最大冷拉率)则认为不合格,应进行机械性能试验,按其实际级别使用。
冷拉时首先计算出冷拉力N和冷拉拉长值L。然后按上述控制应力与最大冷拉率的关系确定其是否合格。
如冷拉一根直径为16mm的20MnSiV长30米的钢筋,求钢筋的冷拉力和冷拉伸长值。
由表(411)可知20MnSiV为HRB400钢筋,查教材第123页表(47),冷拉控制应力为500牛顿/平方毫米,最大冷拉率5%。
冷拉此钢筋时冷拉力N=5003.1482=100531N
理论伸长值L=0.0530=1.5(米)。
若实际伸长值小于或等于理论伸长值L,则合格。
若实际伸长值大于理论伸长值L,则不合格。
