钢结构加工制作冬季施工的基本要求有什么?
1.钢结构在负温下放样时,其切割、铣刨的尺寸,要考虑钢材在负温下收缩的影响。
2.端头为焊接接头的构件下料时,应根据工艺要求预留焊缝收缩量,多层框架和高层钢结构的多节柱还要预留荷载使柱子产生压缩的变形量。焊接收缩量和压缩变形量必须与钢材在负温下产生的收缩变形量相协调。
3.形状复杂和要求在负温下弯曲加工的构件,应按制作工艺规定的方向取料。弯曲构件的外侧不应有大于1mm的缺口和伤痕。
4.普通碳素结构钢工作地点温度低于-20℃,低合金钢工作地点温度低于-15℃时,不得剪切、冲孔,普通碳素结构钢工作地点温度低于-16℃,低合金结构钢工作地点温度低于-12℃时,不得进行冷矫正和冷弯曲。
5.负温度下需要对边缘加工的零件,应用精密切割加工,焊缝坡口宜采用自动切割。采用坡口机、刨条机进行坡口加工时,不得出现鳞状表面。重要结构的焊缝坡口,应用机加工或自动切割加工,不宜用手工气割加工。
6.构件的组装必须按工艺规定的顺序进行,由里向外扩展组拼。焊接结构如在负温下组拼时,预留焊缝收缩值宜由试验确定。点焊缝的数量和长度由计算确定。
7.零件组装必须把接缝两侧各50mm内的铁锈、毛刺、泥土、油污、冰雪等清理干净,并保持接缝干燥,没有残留水分。
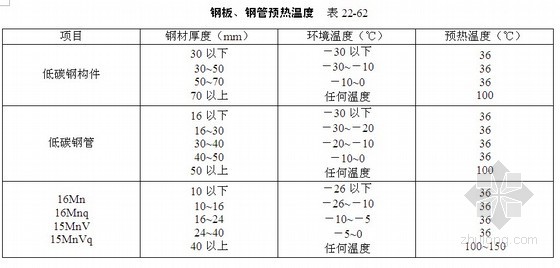
8.负温度下焊接中厚钢板、厚钢板、厚钢管的预热温度可由试验确定,当无试验数据时,可参考表22-62。
9.在负温度下构件组装定型后进行焊接时,应严格按焊接工艺规定进行,由于焊接的起始点和收尾点比常温更易产生未焊透和积累各种缺陷,因此,单条焊缝的两端必须设置引弧板和熄弧板。引弧板和熄弧板的材料应和母材一致。严禁在母材上引弧。
10.负温度下厚度大于9mm的钢板应分多层焊接,焊缝应由下往上逐层堆焊。为了防止温度降得太低,原则上一条焊缝要一次焊完,不得中断,在再次施焊时,应先进行处理,清除焊接缺陷,合格后方可按焊接工艺规定再继续施焊。
11.在负温度下露天焊接钢结构时,宜搭设临时防护棚。雨水、雪花严禁飘落在炽热的焊缝上。
12.在负温度下厚钢板焊接完成后,在焊缝两侧板厚的2~3倍范围内,立即进行后热处理,加热温度150~300℃,保持1~2h。焊缝焊完后或后热处理完后,要采取保温措施,使焊缝缓慢冷却,冷却速度不大于10℃/min。
13.当构件在负温度下进行热矫正时,钢材加热温度不得超过800℃(暗樱红色),200~400℃时结束,并使其缓慢冷却。
14.在负温度下制作的钢构件进行检查验收时,其外形尺寸应考虑当时温度的影响。等强接头和要求焊透的焊缝必须100%超声波检查,其余焊缝按30%~50%超声波抽样检查。负温度下超声波探伤仪用的探头,与钢材接触面间应使用不冻结的油基藕合剂。不合格的焊缝应铲除重焊。
15.在低于0℃的钢构件上涂刷防腐涂层前,应进行涂刷工艺试验。涂刷时必须将构件表面的铁锈、油污、边沿孔洞的飞边毛刺等清除干净,并保持构件表面干燥。为了加快涂层干燥速度,可用热风、红外线照射干燥。干燥温度和时间由试验确定。雨雪天气或构件上有薄冰时不得进行涂刷工作。
